练漂去除天然纤维里含有杂质,以及在纺织加工过程中又加入了各浆料、油剂和沾染的污物等。这些杂质的存在,既妨碍染整加工的顺利进行,也影响织物的服用性能。练漂的目的是应用化学和物理机械作用,除去织物上的杂质,使织物洁白、柔软,具有良好的渗透性能,以满足服用要求,并为染色、印花、整理提供合格的半制品。纯棉织物练漂加工的主要过程有:原布准备、烧毛、退浆、煮练、漂白、丝光。
下面中国针织展就将几道工序简述一下:
坯布准备
坯布准备主要有三点:坯布检验——翻布(分批、分箱、打印)——缝头。这个环节比较基本暂不做进一步阐述。
#??#
烧毛
面料表面的绒毛会影响染整加工的质量和服用性能,必须经过烧毛处理,使布面光洁。烧毛就是使坯布以平幅状迅速地通过烧毛机的火焰或擦过赤热的金属表面,致使布面上的绒毛因快速升温而燃烧,而面料本身因结构比较紧密、厚实、升温较慢,在温度尚未达到着火点时就已经离开了火焰或赤热的金属表面,从而达到既烧去了绒毛,又不损伤面料的目的。
退浆
机织面料在织造前,经纱一般都要经过上浆处理,以提高经纱强力、耐磨性及光滑程度,便于织造。但坯布上的浆料对印染加工不利,因为浆料的存在会玷污染整工作液、耗费染化料,甚至会阻碍染化料上然纤维,影响印染产品质量。因此,面料在染整加工之初必须经过退浆。
退浆可分为酶退浆、碱退浆、酸退浆和氧化剂退浆。而退浆碱是目前印染厂使用最普通的一种方法,使用于纯棉或混纺面料,对绝大部分浆料都有去除作用。对棉纤维上的天然杂质也有一定的分解和去除作用,但因碱退浆仅使浆料与面料粘着力降低,并不能使浆料降解,所以退浆后必须充分水洗,洗液必须不断更换。由于退浆的烧碱一般都是废碱,因此退浆成本较低。
煮炼
棉纤维面料经过退浆后,大部分浆料及少部分天然杂质已被去除,但棉纤维中的大部分天然杂质,如蜡状物质、果胶质、含氮物质、棉籽壳及少部分油剂和少量浆料还残留在面料上,使棉纤维面料布面较黄,吸湿渗透性差,不能适应后续染整加工的要求。为了使棉纤维面料具有一定的吸水性和渗透性,有利于染整加工过程中染料助剂的吸附、扩散,因此在退浆以后还要经过煮练,以去除棉纤维中大部分的残留杂质。
烧碱是棉及棉型面料煮练的主要用剂,在较长时间及一定的温度作用下,可与面料上的各类杂质起作用。如可使蜡状物质中的脂肪酸皂化成脂肪酸钠盐,转化成乳化剂,使不易皂化的蜡质去除。另外能使果胶质和含氮物质水解成可溶性物质而去除。棉籽壳在碱煮过程中发生溶胀,变得松软而容易去除。
#??#
为了加强煮练效果,另外,还有加入一定量的表面活性剂,如亚硫酸钠、硅酸钠、磷酸钠等助练剂。在表面活性剂作用下,煮练液容易润湿面料,并渗透到面料内部,有助于杂质的去除。亚硫酸钠能使木质素变成可溶性的木质素磺酸钠,有助于棉籽壳的去除。另外,因其具有还原性,还可以防止棉纤维在高温带碱情况下被空气氧化而受到损伤,并可提高棉纤维面料的白度。硅酸钠俗称水玻璃或泡花碱,具有吸附煮练液中铁质和棉纤维中杂质分解产物的能力,可防止在面料上产生锈斑赫杂质分解产物的再沉淀,有助于提高面料的吸水性和白度。磷酸钠具有软化水的作用,去除煮练液中钙、镁离子,提高煮练效果,节省助剂用量。
漂白
棉纤维面料经过煮练后,大部分杂质已被去除,吸水性有了很大改善,但由于纤维上还有天然色素存在,外观尚不够洁白,除极少数品种外,一般都要进行漂白,否则会影响染色或印花的色泽鲜艳度。漂白的目的是在保证纤维不受到明显损伤的情况下,破坏天然色素,赋予面料必要的和稳定的白度,同时去除煮练后残存的杂质(特别是棉籽壳)。
目前用于棉纤维面料的漂白剂主要有次氯酸钠、过氧化氢(俗称双氧水)和亚氯酸钠。这三种漂白剂各有各的特征和用途。
丝光
丝光是指含棉纤维面料在一定的张力作用下,经过浓烧碱处理,并保持所需的尺寸,结果使面料获得如丝一般的光泽,除此之外,面料的强力、延伸度和尺寸及形态稳定性也得到提高,纤维的化学反应能力和对染料的吸附能力也有了提高,所以含纤维面料的丝光是染整加工的重要工作之一。
影响丝光效果的主要因素是碱液的浓度、温度、作用时间和对面料所施加的张力。检验丝光效果最常用的方法是衡量棉纤维对化学药品吸附能力大小的钡值法,钡值越高,表示丝光效果越好。通常本光棉纤维面料钡值为100,丝光厚面料的钡值常在130~150之间,钡值在150以上表示棉纤维充分丝光。
来源:全球纺织网
#??#

纱线展今天要给大家介绍一种看起来就很好吃的纤维——牛奶蛋白纤维。以牛乳作为基本原料,经过脱水、脱油、脱脂、分离、提纯,使之成为一种具有线型大分子结构的乳酪蛋白;再与聚丙烯腈采用高科技手段进行共混、交联、接枝,制备成纺丝原液;最后通过湿法纺丝成纤、固化、牵伸、干燥、卷曲、定形、短纤维切断(长丝卷绕)而成的。它是一种有别于天然纤维、再生纤维和合成纤维的新型动物蛋白纤维,人们又叫它牛奶丝、牛奶纤维。
#??#
牛奶蛋白纤维的鉴别
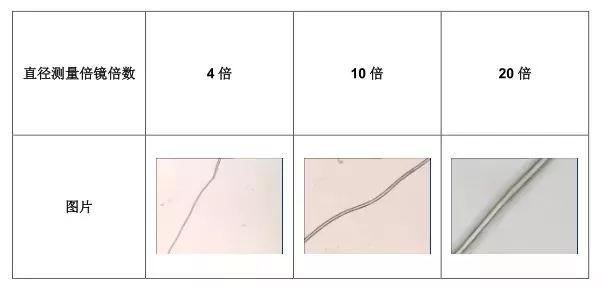
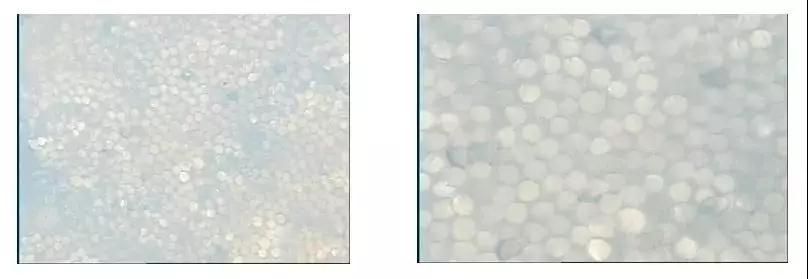
1、 显微镜法
大家可以使用显微镜识别,如下图:
 #??#
#??#
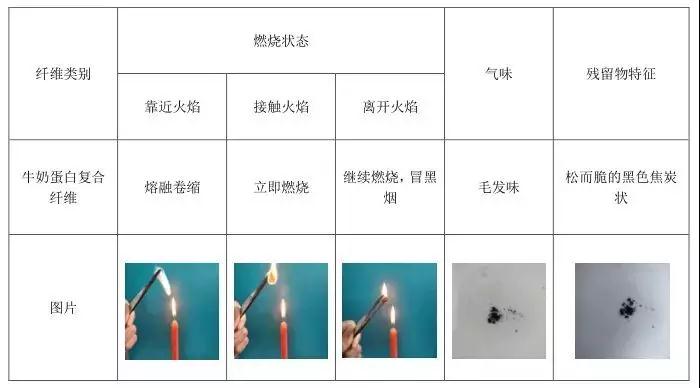
2、 燃烧法
燃烧状态:
靠近火焰:牛奶蛋白复合纤维熔融卷缩
接近火焰:牛奶蛋白复合纤维立即燃烧
离开火焰:牛奶蛋白复合纤维继续燃烧,冒黑烟
气味:毛发味
残留物特征:松而脆的黑色焦炭状
#??#
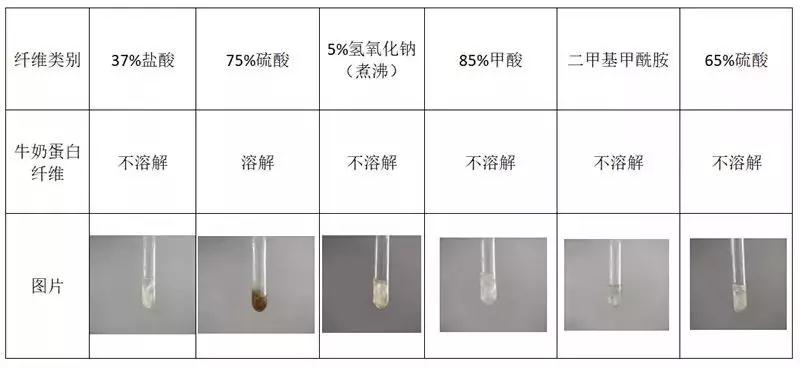
3、 溶解法
如下图:
牛奶蛋白纤维的特性
理化性能
既有别于棉、麻、丝、毛等天然纤维,又与锦纶、腈纶、涤纶和丙纶等化纤不一样,因此其性能介于天然纤维与合成纤维之间。其物化指标检测值如下:干断裂强度≥2.5cn/dtex;干断裂强力变异系数≤14%;干断裂伸长率16.0%~25.0%;干断裂伸长率变异系数≤12%;线密度偏差率±4.0%;线密度变异系数≤3.5%;染色均匀度(灰卡)≥3~4级;回潮率4%~6%;纤维抑菌率≥80%。
绿色环保特性
不使用甲醛偶氮等助剂或原料,纤维甲醛含量为零;富含对人牛奶纤维制品体有益的十八种氨基酸,能促进人体细胞新陈代谢,防止皮肤衰老、瘙痒,营养肌肤;具有天然保湿因子,因此能保持皮肤水份含量,使皮肤柔润光滑,减少皱纹,具有广谱抑菌功能,持久性强,抗菌率达80%以上。
纤维舒适性
具有羊绒般的手感,其单丝纤度细,比重轻,断裂伸长率、卷曲弹性、卷曲回复率最接近羊绒和羊毛,纤维膨松细软,触感如羊绒般柔软、舒适、滑糯;纤维白皙,具有丝般的天然光泽,外观优雅。
#??#
吸湿导湿性
牛奶蛋白纤维断面为不规则圆型,断面中布满空隙,纵向有许多沟槽,蛋白质分子分布在纤维的表面,含有天然蛋白保湿因子和大量亲水基团,可迅速吸收人体汗液,通过沟槽快速导入空气中散发,使人的肌肤始终保持干爽状态。
吸热放热性
纤维立体多隙的微孔结构和纵向表面的沟槽结构决定了纤维有冬暖夏凉特性:夏季制成轻薄织物,能快速吸收皮肤散发的湿汽汗液,并快速扩散到空气中,保持皮肤干爽透气;冬季制成厚实织物,微孔吸收入体散发的热量,有效阻隔空气流通,防止冷空气入侵,轻盈保暖。
来源:全球纺织网
#??#

据上海纱线展了解:防火腈纶是继阻燃腈纶之后开发的一种具有防火性能的功能性纤维,广泛用于服装、家居、装饰、无纺织物及填充物等。性能要优于阻燃纱线。
#??#
1原料特性
防火腈纶平均长度51mm,但有70-80mm的长纤维,纤度1.1dtex,断裂强度2.59cN/dtex,,伸长率20.1%。与普通腈纶相比,强力及伸长率均有不同程度下降。
2原料处理
原料回潮率10.4%,纤维卷曲多,手感发涩、糙。生产前需喷抗静电剂、水进行养生处理,以增加可纺性,分别用水15%、抗静电剂0.5%调制的溶液喷洒后放置在养生房焖置48h,要求养生房温度控制在30℃左右,喷洒溶液时采用人工逐层铺开,以保证纤维均匀吸附,使原料上机时回潮率达到15-20%左右。
3纺纱工艺流程
养生后的防火腈纶投入生产后一直处于放湿状态,所以,上机前需要专门拉出一条生产线,各工序机台全部用隔离布单独圈起来,且采用地面洒水、喷洒温水等方法保证车间湿度偏高控制。棉卷、生条、并条、粗纱、细纱等半成品下机台后及时用塑料袋包裹,尽可能减少水份散失。
3.1开清棉工序
开清棉工序采用“勤抓少抓,多松少打,以梳代打,减少落棉”的工艺原则,适当降低梳针滚筒打手转速、缩小尘棒间隔距、加大梳针滚筒打手与尘棒间隔距,以减少纤维损伤、降低落棉量,开清棉主要工艺参数:各打手速度适当降低,梳针滚筒速度由650r/min降为550r/min,,抓棉打手速度由720r/min降为650r/min,增大紧压罗拉压力,并在成卷机上方加装吊锭,粗纱条与棉卷同步卷绕以利于棉卷的分层,防止退卷时粘卷。控制棉卷存量,备用卷全部用塑料袋套好防止水份散失。
#??#
3.2 梳棉工序
梳棉采用“减少打击、梳理适度”的工艺原则。适当调整锡林与刺棍的锡刺比,适当降低刺辊转速、放大刺辊与给棉板间隔距,以减少纤维损伤;适当缩小盖板与锡林间隔距,以加强对纤维的梳理,适当降低出条速度至50m/min,生条定量20.5g/5m。梳棉机台进行单独隔离加湿,相对湿度由原来的55-60%调整为60-70%。实测生条质量指标:重量不匀率4.0%、条干CV值5.5%、生条棉结数1粒/g。
3.3并条工序
并条(JWF1312A)隔距调整至17*27mm,皮辊全部进行抗静电剂涂料处理,以减少静电引起的粘缠现象,选用适纺化纤抗缠绕性能好的胶辊,操作上生条按筒号固定供应并条机台眼号,条筒交叉使用。机台采用隔离加湿,机前换筒时,将塑料袋置于条筒内,满筒后封袋保湿。保证相对湿度70%左右,车速适当放低,定量19.5g/5m。实测熟条质量指标:重量不匀率1.2%、条干CV值3.8%
3.4粗纱工序
机台全部隔离并采用喷头加湿,在保证粗纱不脱节的前提下尽可能降低粗纱捻度,以减少细纱牵伸不开的现象。粗纱工艺坚持“中定量、中加压、中锭速、偏大罗拉隔距”的原则;控制好大中小纱张力和伸长率;选用适纺化纤抗绕性能好的胶辊,胶辊表面用抗静电剂涂料处理;粗纱(FA1435)隔距采用16*30*32mm,定量5.0g/10m。实测粗纱质量指标:重量不匀率1.0%、条干CV值4.5%。
#??#
3.5细纱工序
相对湿度由53-58%调至60-65%,优选后区牵伸倍数为1.6,釆用中等皮辊加压量,较大的后区罗拉隔距,偏低的锭速,前皮辊前冲3mm,浮游区长度13mm;选用适纺化纤硬度72度抗绕性能好的胶辊,胶辊表面用抗静电剂涂料处理;选用适纺化纤、抗缠绕、高耐磨的胶圈;细纱隔距块由常规型号加大一号。实测管纱质量指标:32Ne/1,重量不匀率1.8%、条干CV值14.0%,(-50%)细节0个/km,(+50%)粗节20个/km,(+200%)棉结35个/km。
3.6络筒工序
下机后的管纱及时上络筒,采用‘中速度、中张力的工艺原则,合理设置清纱工艺参数,清除有害疵点。保证同品种、不同机台工艺参数的一致性;空捻强力与原纱强力的比值要大于80%;机上好筒率要求达到99%及以上;实测筒纱质量指标:32S/1,重量不匀率1.5%、条干CV值14.8%,(-50%)细节1个/km,(+50%)粗节22个/km,(+200%)棉结38个/km..强力230.5cN。
来源:功能性纺织品技术
#??#